
Завод Китая: инновации в плужных болтах?
2026-02-02
Когда слышишь про ?китайские плужные болты?, первое, что приходит в голову — дешево, много и сомнительно. Так думал и я лет десять назад. Но сейчас, если копнуть глубже, особенно в сегменте ответственного крепежа для тяжелой техники, картина меняется кардинально. Речь не о массовом ширпотребе, а о конкретных заводах, которые за последние годы прошли путь от простого копирования до реальных инженерных доработок. И здесь есть о чем поговорить, отбросив старые стереотипы.
От стереотипа к спецификации: что на самом деле меняется
Раньше главной проблемой была не столько сталь, сколько полное игнорирование реальных условий эксплуатации. Болт по чертежу делали, а то, что он будет работать в грунте с абразивом, при переменных ударных нагрузках и агрессивной среде — это уже ?проблемы клиента?. Сейчас же запросы идут от конечных пользователей — крупных сельхозпроизводителей, строительных альянсов. Они передают заводам не просто чертежи DIN или ГОСТ, а целые отчеты по отказам, с фотографиями изношенных деталей. Это бесценный материал.
Например, классический отказ — срез резьбы у головки. В теории виновата нагрузка. На практике же часто оказывается, что проблема в переходе зон прочности: тело болта калено до 10.9, а резьбовая часть, из-за особенностей накатки, имеет другую структуру металла. Получается локальное слабое звено. Несколько китайских производителей, с которыми мы работаем, теперь делают выборочную термообработку или даже комбинируют материалы — тело из одной марки стали, а наконечник или участок под резьбу — из другой. Это уже не просто болт, это инженерное изделие.
Кстати, о материалах. Марка 10.9 стала практически стандартом для плужного крепежа, но и здесь появились нюансы. Чтобы добиться нужной вязкости при высокой твердости, стали активнее использовать легирование бором или более чистые марки стали типа 42CrMo4, что раньше было редкостью для ?рядового? крепежа. Это удорожает процесс, но радикально меняет ресурс. Я видел тестовые партии, где болты выдерживали на 30-40% больше циклов усталости по сравнению с обычными ?десятками?. Это уже серьезный аргумент для тех, кто считает стоимость владения, а не цену за килограмм.
Кейс из практики: неожиданная роль геометрии
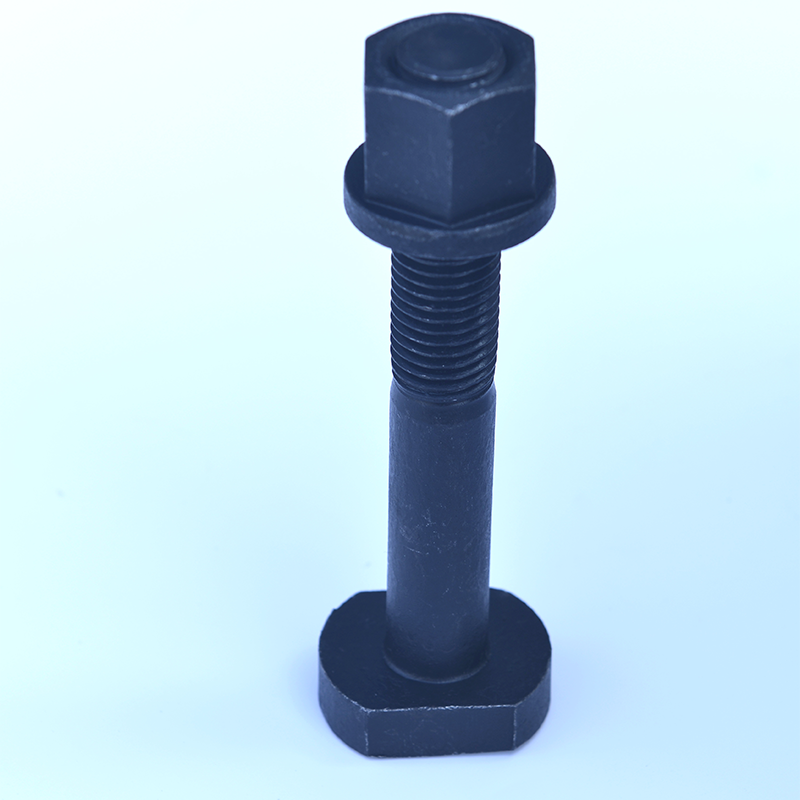
Хочу привести пример, который многих удивил. Речь о, казалось бы, мелочи — форме подголовка и канавке для стопорного кольца. Стандартный шестигранник под ключ — это дань традиции. Но при работе в плотном грунте под шляпкой набивается земля, ключ проскальзывает, головка срывается. Одно из решений, которое я видел у ООО Циндао Ханьян Металлопродукция — переход на головки с внутренним многогранником (типа Torx) для критичных узлов. Да, нужен специальный инструмент, но зато момент затяжки контролируется идеально, а грязь не мешает. Их сайт https://www.hanyangindustry.ru — это не просто визитка, там есть технические заметки по таким решениям, что редкость.
Еще один момент — канавка. Обычно ее фрезеруют, создавая концентратор напряжений. На одном из проектов по модернизации плугов для каменистых почв именно в этом месте происходили поломки. Инженеры предложили изменить технологию: формировать эту канавку не резанием, а объемной штамповкой в процессе изготовления болта. В итоге волокна металла огибают канавку, а не перерезаются. Прочность на изгиб в этом узле выросла заметно. Это к вопросу об инновациях — иногда они кроются не в материале, а в методе изготовления.
Такие доработки не делаются в вакууме. Они всегда результат совместной работы с технологами на месте. Я помню, как мы отправляли в Циндао целый узел с отработавшим сезон крепежом. Их специалисты провели металлографический анализ, сделали замеры твердости в разных точках и только потом предложили измененную технологическую карту. Это уже уровень партнерства, а не просто ?купли-продажи?.
Ловушки и подводные камни: где инновации могут быть фикцией
Не все так гладко, конечно. Главная опасность сейчас — это маркетинговый шум. Появилось много ?инновационных? покрытий с громкими названиями. ?Нанопокрытие, увеличивающее износостойкость в 5 раз?. Звучит здорово, но на практике часто оказывается просто более толстым слоем фосфата или дешевого цинка. Реальную проверку проходит только то, что работает в условиях абразивного износа. Например, диффузионное цинкование или покрытия на основе дисульфида молибдена. Но они дороги, и их применение должно быть экономически обосновано для конкретного узла.
Другая ловушка — чрезмерная оптимизация. Была история, когда завод, стремясь облегчить болт и сэкономить металл, пересчитал профиль резьбы, увеличив угол. По лабораторным испытаниям на растяжение все было прекрасно. А в поле болты стали ломаться при ударной нагрузке — новая геометрия оказалась более хрупкой. Пришлось возвращаться к классическому профилю, но с упрочненной поверхностью витков дробеструйной обработкой. Это показательный момент: инновация должна проверяться не только на испытательном стенде, но и в условиях, максимально приближенных к реальным. И на это нужны время и готовность к диалогу.
Именно поэтому я ценю работу с такими поставщиками, как Ханьян. В их описании — производитель ответственного крепежа для энергетики и инфраструктуры. Это важный сигнал. Если завод привык делать крепеж для ветряка или нефтяной платформы, где ответственность колоссальна, то его подход к контролю качества и готовность к доработкам под сельхозтехнику будет совершенно иным. Они уже мыслят категориями надежности, а не только штук в ящике.
Интеграция в цепь поставок: почему это больше, чем просто болт
Сегодня грамотный производитель крепежа — это не станок, который штампует пруток. Это звено в цепочке создания стоимости конечной машины. Китайские заводы-лидеры это поняли. Они стали предлагать не просто болты, а комплекты крепежа под конкретную модель плуга или культиватора, с подобранными по нагрузкам шайбами, стопорными кольцами и даже специальным инструментом для монтажа. Это снижает логистические издержки и риски сборщика.
Более того, некоторые, как та же Циндао Ханьян, с их опытом в поковках до 10 000 фунтов, могут предложить изготовление нестандартных элементов — например, цельных кронштейнов или осей с интегрированными резьбовыми участками, заменяющих сварные узлы. Это уже переход на другой уровень проектирования самой техники, где крепеж становится частью несущей конструкции. Для производителя сельхозмашин это возможность сделать узел прочнее и ремонтопригоднее — вышел из строя болт, выкрутил и поставил новый, а не меняй всю сварную балку.
Но здесь кроется и вызов. Такая интеграция требует от инженеров завода глубокого понимания механики, усталостной прочности. Нужны не просто продажники, а технические специалисты, которые могут вести диалог с конструкторским бюро заказчика. Видно, что передовые предприятия в этом направлении активно двигаются, нанимая или обучая таких кадров. Их сайты и каталоги постепенно превращаются из прайс-листов в технические библиотеки с расчетами и рекомендациями.
Взгляд в будущее: устойчивость и цифровой след
Тренд, который только набирает силу, — это прослеживаемость. Крупные агрохолдинги и лизинговые компании хотят знать не только когда, но и из какой именно плавки сделан каждый болт на их технике. Это вопрос и гарантии, и планирования ресурса. Отсюда растущий спрос на маркировку не только марки прочности, но и уникального номера партии, а в идеале — QR-кода, ведущего в базу данных с параметрами производства.
Для завода это вызов к цифровизации всего процесса. Но и возможность. Представьте, что можно собрать данные об отказах по конкретным партиям крепежа и скорректировать технологию для следующих. Это замкнутый цикл качества, о котором раньше можно было только мечтать. Я знаю, что несколько производителей, включая упомянутых, уже запустили пилотные проекты по такой маркировке для ответственных поставок в Европу.
Так что, возвращаясь к заглавному вопросу. Инновации в плужных болтах из Китая? Да, они есть, и они реальны. Но это не революция ?с завтрашнего дня?. Это эволюция, движимая жесткими требованиями глобального рынка, переходом от производства деталей к предоставлению инженерных решений и, что важно, готовностью отдельных заводов вкладываться в этот путь. Это уже не про ?дешево?, а про ?надежно и предсказуемо?. И для тех, кто в этом бизнесе, игнорировать этот сдвиг — значит отстать навсегда. Главное — уметь отличать реальные технологические шаги от маркетинговой мишуры, а для этого нужен опыт, критический взгляд и, как ни банально, хорошие партнеры на той стороне.