
Китайские заводы шестигранных болтов: инновации?
2026-01-25
Когда слышишь это сочетание — ?китайские болты? и ?инновации? — первая реакция часто скептическая. Многие, особенно те, кто закупал крепёж лет десять назад, до сих пор мыслят стереотипами: дешёвая сталь, сомнительная термообработка, условные классы прочности. Но реальность, с которой сталкиваешься сейчас на производстве и в логистике, куда сложнее. Да, поток стандартного товара огромен. Но вопрос в другом: где в этой массе рождается реальное улучшение продукта и процесса, а не просто маркетинговый шум про ?новые технологии?? Это не про космические прорывы, а про конкретные, осязаемые шаги на цеху.
От ?железа? к ?материалу?: где прячется прогресс
Раньше главным аргументом был ценник. Сейчас разговор всё чаще начинается с химического состава стали и воспроизводимости её свойств от партии к партии. Это базис. Инновация ли это? Скорее, эволюция под давлением рынка. Заказчики из энергетики или тяжёлого машиностроения просто перестали принимать болты класса 10.9, где в сертификате одно, а на деле — ударная вязкость ?как получится?. Тут и проявились те, кто реально вложился в лабораторию, спектрометры, контроль на всех этапах выплавки.
Взять, к примеру, поковки для фланцевых соединений на ответственных объектах. Проблема не в том, чтобы отковать деталь весом в несколько тонн. Проблема — обеспечить равномерную мелкозернистую структуру по всему сечению, особенно в переходных зонах. Видел, как на одном из продвинутых производств внедрили систему моделирования деформации металла перед самой ковкой. Не просто ?прогрели и ударили?, а рассчитали температурные поля и степень обжатия для каждой конкретной заготовки. Результат — меньше брака, меньше скрытых напряжений. Это и есть та самая ?невидимая? инновация, которая не в названии, а в стабильности.
Но и тут есть подводные камни. Внедрение такого моделирования — это не только софт. Это переобучение мастеров-кузнецов, которые десятилетиями работали ?на глазок?. Сталкивался с ситуацией, когда умная программа давала идеальный режим, а бригада на месте, доверяя только своему опыту, его игнорировала. Получался конфликт ?цифры? и ?чутья?. На стыке этого конфликта и рождается или умирает реальное улучшение процесса.
Геометрия и отделка: мелочи, которые решают всё
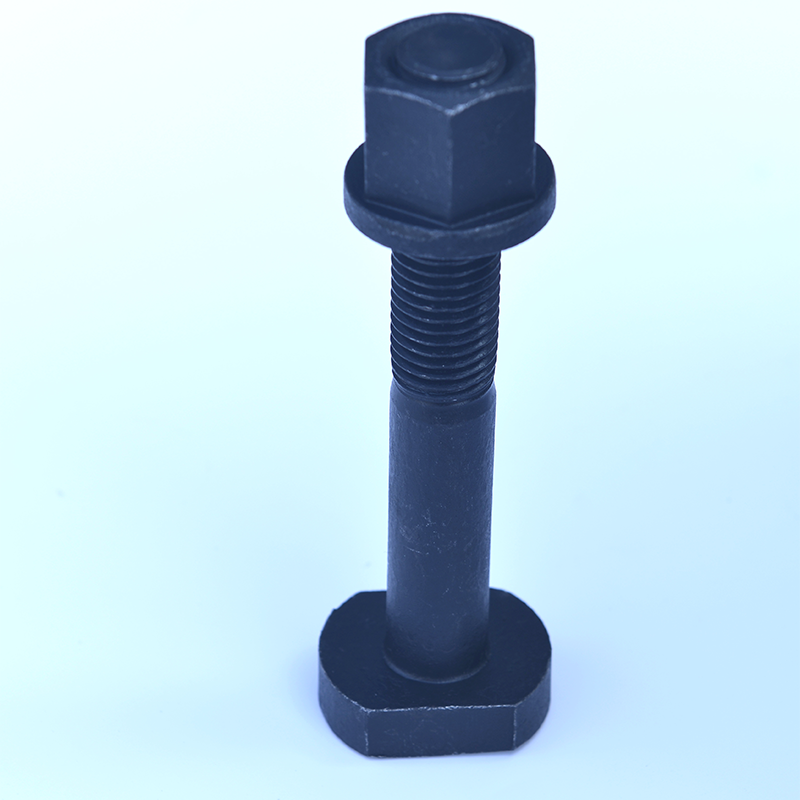
Шестигранник болта — кажется, что тут можно улучшить? Оказывается, можно. Речь не о форме, а о точности её исполнения и сопряжении с гранями гайки. Прецизионная холодная высадка и накатка резьбы с оптическим контролем профиля — это уже не экзотика на китайских заводах, работающих на экспорт. Цель — не просто вписаться в допуск по DIN или ГОСТ, а минимизировать момент трения при затяжке, обеспечить предсказуемое усилие предварительного натяга.
Помню историю с болтами для ветроэнергетики. Заказчик жаловался на разброс в моментах затяжки при монтаже башни. Причина оказалась в микронеровностях на опорной поверхности под головкой болта и в неидеальной перпендикулярности этой поверхности к оси. Казалось бы, десятые доли миллиметра. Но при длине болта в метр и больше это давало критичный перекос. Решение пришло с доработкой оснастки для обточки и шлифовки этой самой опорной поверхности. Инновация? Скорее, кропотливая доводка до кондиции, которую рынок теперь требует как стандарт.
Отдельная тема — покрытия. Цинкование есть везде. Но переход от простого цинкования к системам типа Dacromet или геомет-покрытиям с точным контролем толщины слоя — это шаг вперёд. Особенно для болтов, работающих в агрессивных средах, например, в прибрежных ветропарках. Здесь инновация — в контроле. Видел, как на производстве внедряли выборочный контроль не просто ?прошёл/не прошёл? сольспрей-тест, а замер толщины и состава покрытия на каждом пятом болте в партии с занесением в общую цифровую карту изделия. Это уже уровень.
Логистика и кастомизация: гибкость как конкурентное преимущество
Часто упускаемый из виду аспект. Крупные инфраструктурные проекты живут по графику. Промедление с поставкой крепежа на сутки может остановить сборку. Поэтому ?инновация? здесь — это не роботизированный склад (хотя и они появляются), а выстроенная система планирования и прозрачности. Когда от заказа болта M56 класса 12.9 до его отгрузки под конкретный номер проекта ты видишь каждый статус: сталь в печи, ковка, термообработка, контроль, упаковка, таможенное оформление.
Здесь стоит упомянуть компании, которые сделали на этом акцент. Например, ООО Циндао Ханьян Металлопродукция (https://www.hanyangindustry.ru). Заявленные ими параметры — крепёж и поковки марок 8.8, 10.9, 12.9 от M6 до M72 и поковки на заказ до 10 000 фунтов — это как раз тот рабочий диапазон, где важна не только спецификация, но и выполнение сроков. Их опыт в 10 лет для тяжёлого строительства, нефтегаза и ВИЭ говорит о том, что они должны были решить эти логистические и контрольные задачи, иначе бы просто не удержались на таких рынках. Это практический пример эволюции от ?производителя железа? к ?поставщику решений под проект?.
Кастомизация — тоже часть гибкости. Не каждый завод возьмётся за поковку нестандартной формы под уникальный узел, особенно если нужна партия в 50 штук. Способность быстро перестроить оснастку, рассчитать режим для мелкой серии — это огромный плюс. Сталкивался, когда для ремонта старого европейского оборудования нужны были болты с устаревшей, нестандартной резьбой. Найти такого производителя, который не откажет из-за мелкого объёма, — уже победа.
Контроль качества: от бумажки к данным
Сертификат — это святое. Но раньше он часто был красивой бумажкой, отпечатанной заранее. Сейчас всё чаще — это цифровой документ с привязкой к номеру плавки, термообработочной печи и даже координатам на складе. Это меняет правила игры. Прозрачность становится технологией.
На одном из современных предприятий видел, как каждый болт из ответственной партии для гидротурбины после финального контроля получал лазерную маркировку не только с классом прочности и клеймом завода, но и с уникальным QR-кодом. Отсканировал — и попал в базу, где видна вся его ?биография?: результаты ультразвукового контроля, испытания на твёрдость в трёх точках, параметры нанесения покрытия. Для инженера на стройплощадке это уверенность. Для производителя — ответственность и защита от репутационных рисков.
Но и здесь есть ?но?. Внедрение таких систем — дорого. И не все конечные покупатели готовы за это платить. Возникает разрыв между тем, что технически возможно, и тем, за что платит рынок. Поэтому часто встречается двухуровневая система: ?базовый? контроль с бумажным сертификатом и ?продвинутый? — с цифровым досье, но по повышенной цене. Это компромисс между инновацией и реальностью спроса.
Итог: инновации как необходимость, а не лозунг
Так есть ли инновации? Если ждать от китайских заводов революционных прорывов в металлургии, то, пожалуй, нет. Их сила — в другом. В быстрой итерации, в адаптации уже существующих технологий контроля и производства под жёсткие требования глобальных инфраструктурных проектов. Их ?инновация? — это доведение до совершенства, стандартизация и предсказуемость там, где раньше был разброс.
Это эволюция, движимая запросом таких отраслей, как нефтегазовая отрасль и возобновляемая энергетика. Когда отказ узла из-за крепежа стоит миллионы, покупатель перестаёт смотреть только на цену. Он начинает требовать гарантированные свойства, прослеживаемость и техническую поддержку.
Поэтому, когда сейчас слышишь вопрос про инновации в контексте шестигранных болтов из Китая, стоит думать не о сенсациях, а о конкретных, измеримых параметрах: о воспроизводимости механических свойств, о внедрённых системах неразрушающего контроля, о цифровизации данных по партии. Это не так ярко, но именно это и определяет, получишь ты надёжный узел или головную боль. И в этом смысле прогресс более чем очевиден. Медленный, прагматичный, но необратимый.