
Китайские шестигранные болты: новые технологии?
2026-01-09
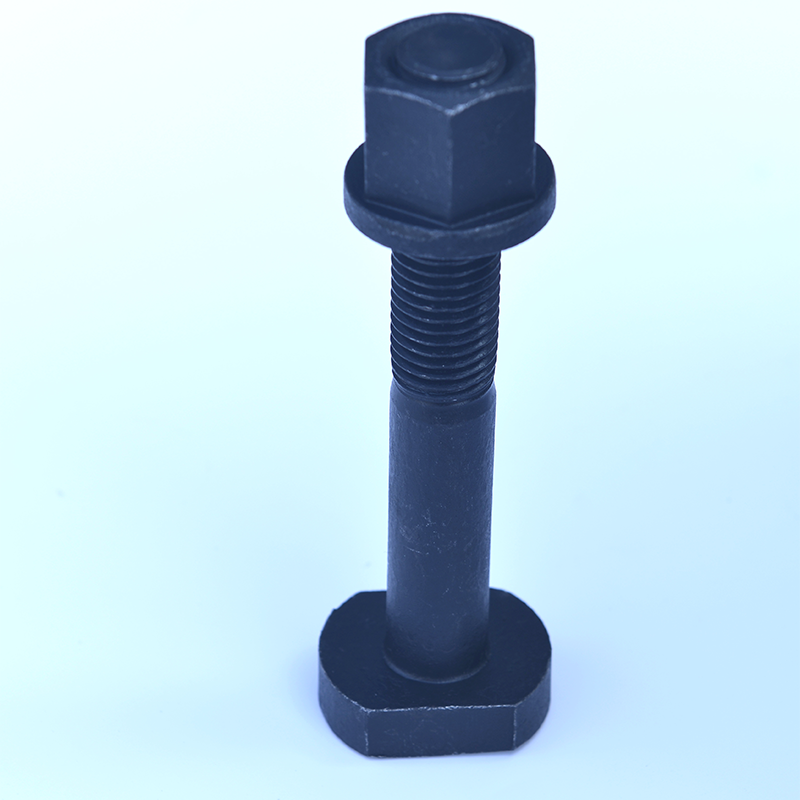
Новые технологии? Часто слышу этот вопрос от клиентов. Многие до сих пор уверены, что китайский крепёж — это вчерашний день, гора дешёвого металла с сомнительной геометрией. Но за последние лет семь-восемь картина изменилась кардинально. Речь не о маркетинговых уловках, а о реальных процессах на производстве, которые пришлось увидеть своими глазами, чтобы поверить. И да, ключевое слово здесь — шестигранные болты. Казалось бы, что в них может быть нового? Всё упирается в то, что скрыто от глаз: в этапы, которые предшествуют нарезке резьбы.
От сырья к заготовке: где рождается разница
Раньше главной проблемой была непредсказуемость материала. Покупаешь партию болтов 10.9, а по факту получаешь что-то ближе к 8.8, и это выясняется только при монтаже или, что хуже, в процессе эксплуатации. Сейчас же ведущие производители, те, кто работает на экспорт в серьёзные сектора, вроде энергетики или тяжёлого машиностроения, жёстко контролируют цепочку поставок стали. Речь не просто о сертификатах, а о собственных лабораториях на входе. Видел, как на одном из заводов под Циндао каждую плавку от поставщика проверяют на спектрометре — не выборочно, а каждую. Это добавляет к стоимости, но убивает главный риск.
Технология ковки и термообработки — вот где произошёл самый тихий переворот. Не просто закалка в масле, а управляемые индукционные печи с точным контролем температуры по зонам. Зачем это для обычного болта? Чтобы минимизировать внутренние напряжения и добиться однородности структуры по всей длине, особенно под головкой. Помню, лет пять назад была партия болтов М36 для монтажа опор ЛЭП — несколько штук лопнули при затяжке динамометрическим ключом. Разбор показал, что в зоне перехода от головки к стержню была микротрещина, следствие перегрева при штамповке. Сейчас такие дефекты отлавливают ультразвуком, причём на 100% изделий высоких классов прочности.
Именно контроль на этих этапах позволяет уверенно выходить на марки 10.9 и 12.9. Это не просто цифры в каталоге. Чтобы болт класса 12.9 действительно держал заявленные 1200 МПа, нужна чистая сталь без включений, идеальная закалка и, что критично, правильный отпуск. Видел, как на производстве ООО Циндао Ханьян Металлопродукция для ответственных заказов ведут журнал термообработки по каждому нагревателю. Кажется мелочью, но когда нужно проследить историю конкретной партии, это бесценно. Их сайт hanyangindustry.ru — по сути, витрина этого подхода: упор на контроль и спецификации для нефтегаза и энергетики.
Геометрия и резьба: машина против износа
Второй момент, который часто упускают — точность формообразования. Шестигранник под ключ. Казалось бы, что тут сложного? Но если грани не выдержаны по углам, имеют вмятины или скругления, ключ начинает проскальзывать, сминает металл, а при больших моментах затяжки — срывается. Это не только неудобство монтажника, это риск недотяга и последующего ослабления соединения. Современные холодновысадочные автоматы с износостойкой оснасткой из карбида вольфрама дают стабильную геометрию на миллионах штук. Разница видна невооружённым глазом, если положить рядом болт десятилетней давности и современный.
Резьба. Раньше главной бедой была ?рваная? резьба, заусенцы. Сейчас широко используется технология накатки резьбы роликами вместо нарезки. Металл не срезается, а продавливается, волокна структуры не перерезаются, а обтекают профиль. Это увеличивает прочность на срез и усталостную выносливость, поверхность становится плотнее и глаже. Для болтов, работающих в условиях вибрации (ветрогенераторы, например), это не опция, а необходимость. Но и тут есть нюанс: накатка требует идеально подготовленной заготовки по диаметру и твёрдости. Ошибка в пару сотых миллиметра — и профиль резьбы будет неполным.
На одном из проектов по гидроэнергетике столкнулись с требованием к покрытию резьбы. Нужно было обеспечить стабильный коэффициент трения для точной затяжки. Китайский поставщик (не буду называть) предложил стандартное фосфатирование. В итоге пришлось переделывать — коэффициент ?плавал?. Сейчас те, кто в теме, как Ханьян, предлагают комплексные решения: точная подготовка поверхности + специализированные покрытия (например, на основе воска или геля в комбинации с окунанием), которые дают предсказуемый и повторяемый результат. Это уже уровень не ?сделать болт?, а ?обеспечить надёжное соединение?.
Логистика качества: от цеха до стройплощадки
Технологии — это не только станки. Это система. Можно сделать идеальный болт, а потом испортить его коррозией из-за неправильного хранения или транспортировки. Сейчас серьёзные производители уделяют безумное внимание упаковке. Вакуумная упаковка в антикоррозийную бумагу, индикаторы влажности внутри коробки, жёсткая тара, предотвращающая деформацию при морской перевозке. Это кажется излишеством, пока не получишь контейнер с равномерно проржавевшими болтами из-за конденсата.
Система маркировки и прослеживаемости. На каждый болт высокого класса (8.8, 10.9, 12.9) наносится клеймо производителя и марка прочности. Но сейчас часто добавляют и номер плавки, или код партии. Это не для красоты. При возникновении вопросов (а в инфраструктурных проектах они возникают всегда) можно точно установить историю. Мы как-то разбирали претензию по болтам для буровой платформы — удалось быстро определить, что проблема не в самом крепеже, а в применении несовместимой смазки при монтаже, потому что по коду партии нашли все исходные данные по покрытию.
Вот здесь опыт компании, которая прошла путь от простого производства до работы на сложные инфраструктурные объекты, становится ключевым. Как указано в описании ООО Циндао Ханьян Металлопродукция, их фокус — ответственный крепёж для тяжёлых условий. Это подразумевает выстроенную логистику качества, где упаковка и маркировка — её завершающие, но vital звенья. Без этого все предыдущие технологические ухищрения теряют смысл где-нибудь в порту Роттердама или Мурманска.
Где технологии не панацея: подводные камни
При всём прогрессе, риски никуда не делись. Они сместились. Главная опасность сейчас — не в откровенном браке, а в ?оптимизации? там, где её быть не должно. Некоторые фабрики, пытаясь выиграть тендер по цене, могут сэкономить на продолжительности отпуска после закалки (это дорого, требует времени и энергии). Болт будет иметь нужную твёрдость на поверхности, но останется хрупким внутри. Выявить это можно только сложными испытаниями, а не измерением твёрдости по Бринеллю.
Другой камень — подделка сертификатов. Оборудование есть, процесс вроде бы выстроен, а документацию на конкретную партию ?рисуют? под заказ. Поэтому сейчас любой серьёзный покупатель не ограничивается проверкой бумаг. Нужны выборочные испытания в независимой лаборатории (на растяжение, на ударную вязкость по Шарпи), а иногда и присутствие инспектора на производстве при изготовлении именно своей партии. Только так.
И третий момент — универсальность. Китайские заводы стали гибче, многие готовы делать поковки на заказ, как та же Ханьян, от полфунта до десятков тонн. Но технология для массового болта М20 и для уникальной поковки сложной формы — это разные вселенные. Успех в первом не гарантирует компетенций во втором. Нужно смотреть на конкретный опыт, на реализованные проекты в нужной вам области, будь то ветроэнергетика или нефтехимия.
Итак, что в сухом остатке?
Новые технологии в производстве китайских шестигранных болтов — это реальность. Но это не какая-то одна ?секретная? инновация, а комплексный, часто рутинный, прогресс по всей цепочке: от выбора стали и прецизионной ковки до умной термообработки, контроля на каждом этапе и продуманной логистики. Это переход от философии ?произвести подешевле? к философии ?гарантировать работоспособность в конкретных условиях?.
Это делает китайский ответственный крепёж, особенно от проверенных производителей с историей и опытом в инфраструктурных проектах, абсолютно конкурентным на глобальном рынке. Цена часто остаётся преимуществом, но теперь она всё реже достигается за счёт скрытого снижения качества. Она достигается масштабом, автоматизацией и оптимизацией именно этих, правильных, процессов.
Поэтому на вопрос ?Новые технологии?? можно ответить: да, но с оговоркой. Технологии стали инструментом для достижения предсказуемости и надёжности. А выбор поставщика теперь сводится не к поиску ?вообще китайского завода?, а к поиску партнёра с доказанной экспертизой в вашей отрасли, чьи процессы вы понимаете и можете при необходимости проконтролировать. Всё остальное — просто железо с резьбой.