
Двусторонний болт
2025-12-20
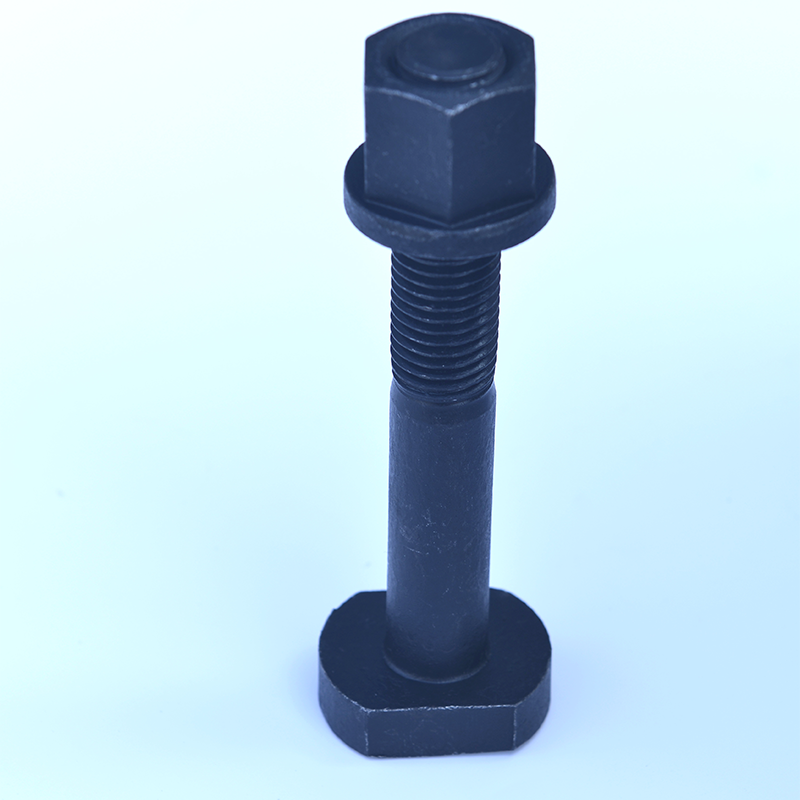
Шпилька, также называемая двусторонним болтом или двусторонней шпилькой , используется для крепления и соединения механизмов. Она имеет резьбу на обоих концах , при этом центральная резьба может быть толстой или тонкой. Они широко используются в горнодобывающей технике, мостах, автомобилях, мотоциклах, стальных конструкциях котлов, кранах, стальных конструкциях больших пролетов и крупных зданиях.
Под болтом подразумевается винт большего диаметра, который также может быть без головки, например, двусторонний болт. Обычно его называют не «двусторонним болтом», а «двусторонним болтом ». Наиболее распространенная форма двустороннего болта имеет резьбу на обоих концах и гладкую стержень посередине. Наиболее типичные области его применения: анкерные болты или аналогичные конструкции, а также более толстые соединения, где обычные болты не обеспечивают желаемого эффекта.
Основные области применения
• Двусторонние шпильки используются, когда основной корпус крупного оборудования требует установки дополнительных элементов, таких как смотровые стекла, седла механических уплотнений и рамы редукторов. Один конец ввинчивается в основной корпус, а после установки дополнительного элемента другой конец навинчивается гайкой. Поскольку дополнительные элементы часто разбираются, резьба может изнашиваться или повреждаться; использование двусторонних шпилек значительно упрощает замену. 2. Двусторонние шпильки используются, когда соединительный элемент очень толстый, а длина болта очень большая. 3. Они используются для соединения толстых пластин и в местах, где использование шестигранных болтовнеудобно HYPERLINK , например, в железобетонных кровельных фермах, подвесных монорельсах для кровельных балок и других подобных областях применения.
Цель предотвращения ослабления крепления
В практических приложениях внешние нагрузки, такие как вибрация, изменения параметров и высокотемпературная ползучесть материалов, могут снижать трение. Нормальное давление в резьбовом соединении может на мгновение исчезнуть, что приведет к нулевому трению и ослаблению резьбового соединения. Если это будет повторяться, резьбовое соединение в конечном итоге ослабнет и выйдет из строя. Поэтому необходимы меры по предотвращению ослабления; в противном случае это нарушит нормальную работу и может привести к авариям.
Базовые знания
Двусторонние шпильки изготавливаются в соответствии со стандартами GB897-GB901. Используемые материалы включают Q235, 45#, 40Cr, 35CrMoA и Q345D. Технические характеристики варьируются от M3 мм до M100 мм, а длина может быть изменена в соответствии с потребностями пользователя. Высокопрочные двусторонние шпильки доступны из таких материалов, как 35#, 45#, 35CrMoA, 25Cr2MoV, 304, 316, 304L, 316L, 2H, 2HM, B7, B7M, B16, B8, 8, B8M и 8M. Они широко используются в энергетической, химической, нефтеперерабатывающей, клапанной, железнодорожной, мостостроительной, сталеконструкционной и автомобильной промышленности. Области применения двухсторонних шпилек включают горнодобывающую технику, мосты, автомобили, мотоциклы, стальные конструкции котлов, краны, стальные конструкции больших пролетов и крупные здания. Двухсторонние шпильки обычно обозначаются как: M12×100 GB 901-88 (стандарт) 35#/35# (материал) 8.8 класс/8 класс (уровень модификации). Это означает: диаметр = 12 мм, длина = 100 мм. GB 901-88 — это национальный стандарт (конечно, при необходимости могут быть приняты и отраслевые стандарты). Стандарт на двухсторонние шпильки: GB 900-1988. Введение в двухсторонние шпильки: Двухсторонние шпильки экономят время и средства. Все конструкции с двухсторонними шпильками не требуют сверления, пробивки, нарезания резьбы, клепки, затяжки и финишной обработки, что постоянно расширяет потенциал применения в проектировании конструкций, при высоких токах и малой глубине проплавления. Поэтому их можно сваривать даже с очень тонкими пластинами. Для сварки шпилек заготовка должна свариваться с одной стороны. Сварка возможна во всех положениях и может выполняться на ограниченных вертикальных перегородках с помощью удлинителей. Благодаря короткому времени сварки и незначительной деформации после сварки, финишная обработка не требуется. Поскольку свариваемая конструкция не требует сверления, исключается утечка. Соединение может достигать очень высокой прочности, то есть прочность соединения при сварке шпилек превышает прочность самой шпильки. Экономические преимущества сварки шпилек по сравнению с другими методами сварки заключаются в ее сварочной мощности. Для серийно выпускаемых заготовок стандартные шпильки являются недорогим вариантом. Оборудование и сварочные горелки доступны в различных типах, а затраты на приобретение оборудования относительно невелики. В зависимости от изделия могут быть изготовлены многопозиционные автоматические сварочные аппараты или высокоточные портальные автоматические сварочные аппараты с ЧПУ. Сварка шпилек обеспечивает высокую воспроизводимость качества и низкий процент брака. Однако, как и другие методы сварки плавлением, сварка шпилек имеет определенные ограничения в отношении содержания углерода в стали. Для стальных анкерных болтов сварка должна выполняться в соответствии с рекомендуемым сочетанием материала болта и основного металла, обеспечивающим свариваемость; в противном случае болт и основной металл не сплавятся. Материалы болтов и сочетания основных металлов, выходящие за пределы рекомендуемого диапазона, должны быть протестированы для определения свариваемости и возможности проведения соответствующих проверок и оценок в соответствии с требованиями к конструкции анкерного болта.